|
|
|||||||||||||||||
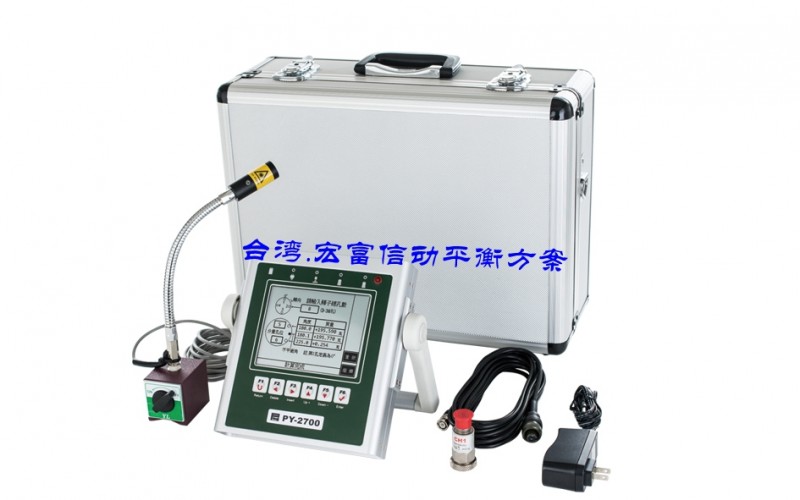
机床工装卡盘主轴动平衡宏富信:机床转速越来越高,加工精度也越来越精密。机床工装在高速旋转速会产生很大的振动,到时加工工件精度降低。我们机床工装使用的是台湾宏富信HS-2700H线上动平衡仪。通过振动分析,转速测量,找出工装不平衡量位置。

调试工装的方法
1、加减配重方法:
HS2700仪器准确告知在多少度的地方,增加配重或是减少配重,可以在上面焊接配重块,或用电钻钻头去重的方式减重。
2、动平衡孔位分配方法:
精密主轴、CNC机床等高精度转子,不适合加重或是减重(焊配重块或是打孔去重,容易把主轴精度损伤)。动平衡孔位分配是非常重要的功能,预留在3-36个任意孔位。工装中预留几个均匀孔位,把孔位输入到仪器,仪器会准确的告知在第几个孔位增加多重的配重螺丝,把相关重量螺丝锁到动平衡孔中,振动明显降低,达到振动等级要求。